
{kind=link}
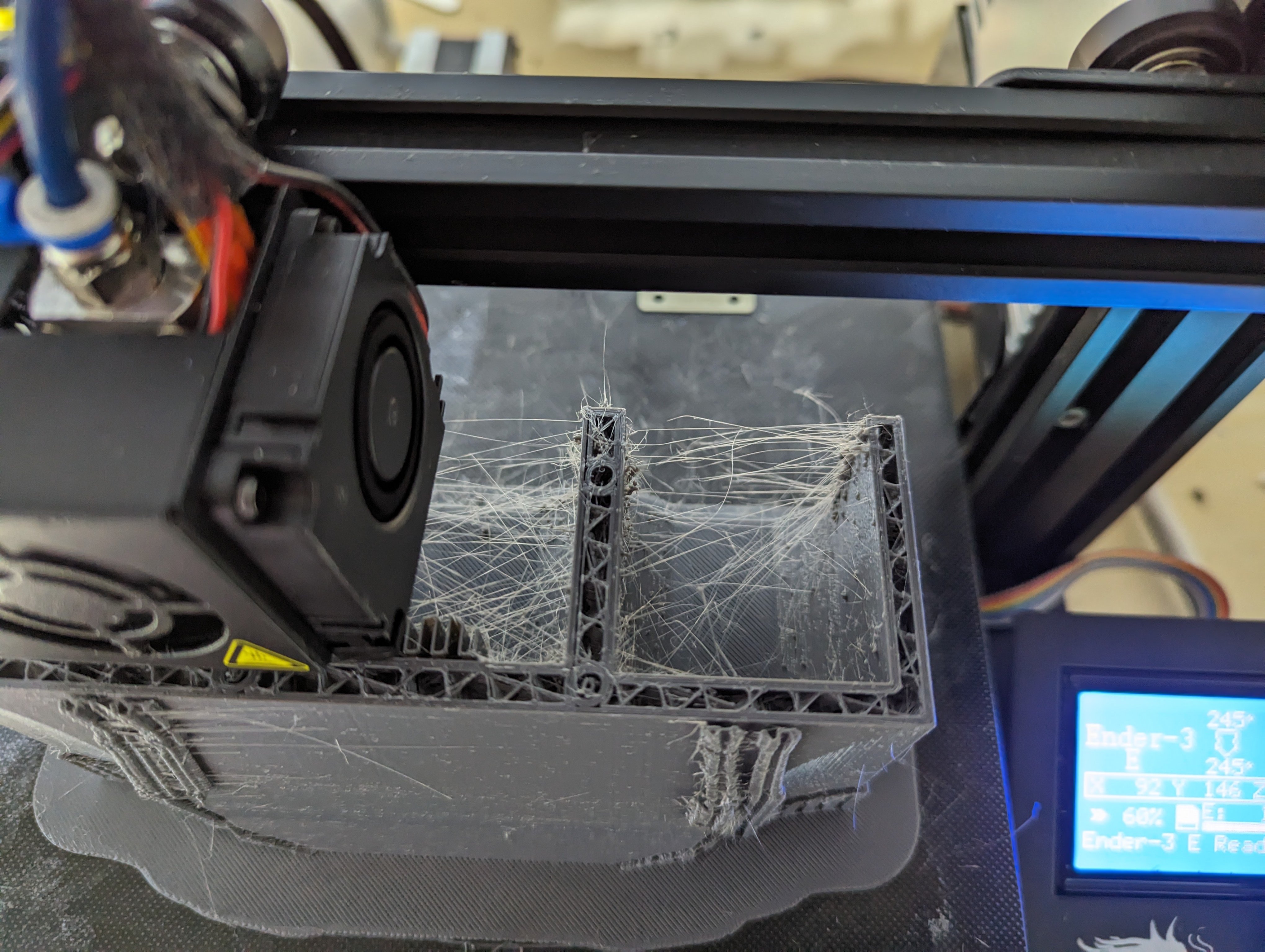
I’ve read in several places that using back off speeds and clean nozzles can help. I’m running with a new nozzle. Travel speed 150, retraction speed of 20, print speed 50. I think some of these are just defaults with cura 5.4 but I get the same thing with a higher retraction speed. What else should I look at?
Have you printed a temp tower? PETG is a pain, i usually just hit it with a heat gun afterwards to get rid of the string.
This is a good idea since I need a heat gun for soldering