

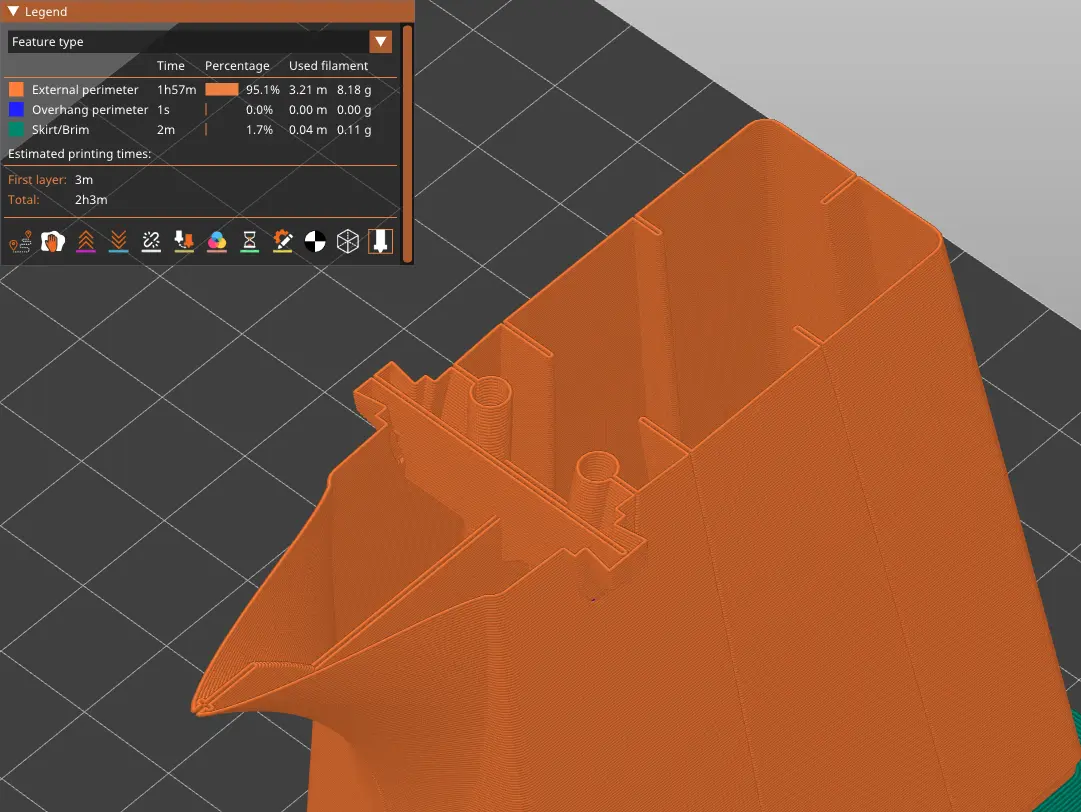
Hi, I’ve tried to print a model plane for my father. It’s this model, using this LW-PLA right after purchase.
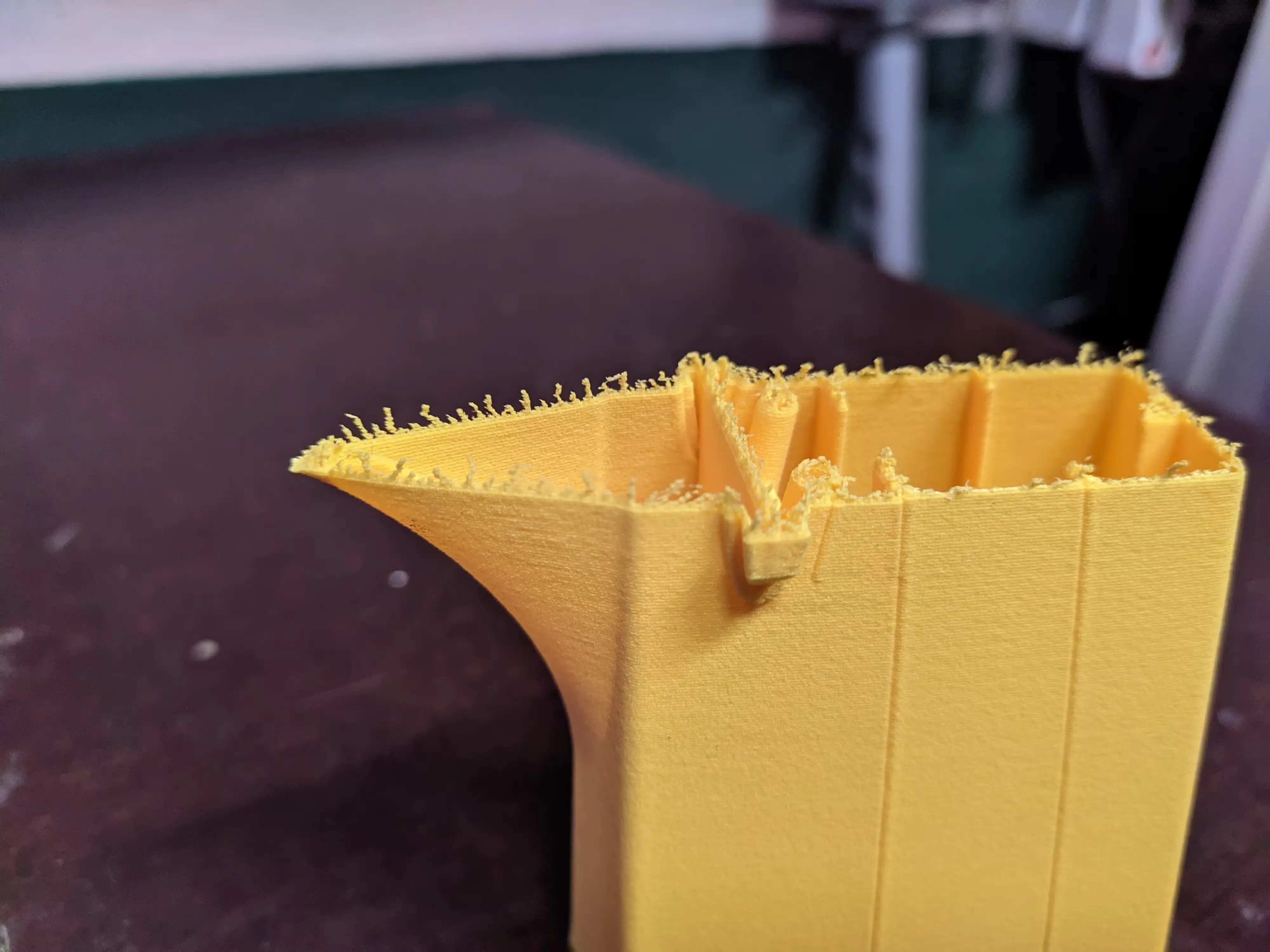
As you can see in the image of this post, the print is going well until it reaches a certain layer, where the filament does not get deposited properly for the entire layer, only intermittently. The following layers then, of course, have the same problem and I get this failed print with these “frayed ends”. Additional attempts failed the same way at a similar layer count.
If someone has some experience with lightweight PLA (LW-PLA) and knows what can be done to solve this, I and my father would greatly appreciate the help.
Thanks in advance.
Edit: Additional info: I’m using the PrusaSlicer files from the linked page. Edit2: The printer is Prusa Mk4.
You must log in or register to comment.
I’m thinking it looks like the print gets to a spot where it can get faster, and your hot end can’t keep up with the temperature required by that filament, causing under extrusion. If my guess is correct, it would show on a small test print (same settings) where you get looooong straight lines to allow for speed. And would disappear by slowing down. Since it looks like a relatively expensive filament I suggest you wait for more feedback before trying my test, just in case I got it wrong and my test would waste some filament for nothing.
Other commenters also suggested to experiment with temperature. We’ll also do some speed tests. Thanks.
First thing, just because it’s new from manufacturer doesn’t mean it’s dry. Don’t know lw off hand, but drying helps eliminate variables
Good idea. I would have expected new filament to be dry. If nobody else comes along and says: It’s definitely ‘this’, we’ll try to dry it. Thanks.
Something is stopping the extruder from extruding and the “fraying” is just little oozes of filament catching on the layers below.
It could be mechanical, but if it is always at the same exact layer it is may be something to do with the geometry and the slicer.
Make sure you have thin wall detection on, so it will fully print walls that are narrower than the extrusion width.
Turning retractions off might help. I’ve never worked with LW-PLA but it could be that those internal pillars getting farther from the shell are causing a retraction that jams the extruder.
Others mentioned feed, make sure your spool is not catching on the spindle. I had this issue with a roll of TPU that was too wide and it kept getting pinned when I closed the filament door. It would print fine until the tension was too much for the extruder. Then it would look exactly like this.
It looks like there are multiple layers printed without feeding filament, which causes these frays to build up. Could it be that the filament clogs after this layer? Or do you see that filament still properly feeds later? This could happen for example due to heat creep and the filament getting too warm/soft in the extruder to properly feed or you trying to feed too fast.
Last time I tried, I think, I did multiple attempts back-to-back and starting again at layer 1 was no problem, so I don’t think it was clogged. I’ll experiment more with temperature and speed like you and others suggested.
It working again after cooling down is an indication for heat creep IMHO. The filament is getting too hot up to where the gears are, causing them to slip and not feed filament.
Oh, that makes sense. I’ll try with lower temperatures.
How’s your filament feed at that height, anything getting kinked or stopped? Does it feed in from a different direction? ie from low Benchtop?
Looks like your extruder can grip but not enough/ well enough for the speed. So either it’s too fast or your feed is too slow. Or the temp is too low.
Have you got constant layer height set or variable? The latter could cause it too.
The feed should be alright. The spool is mounted above the printer, and its movement should not be restricted and the filament comes vertically down like this.
I’ll experiment with temperature and speed, like you and others recommended.
Looking into the 3mf file, the layer height is constant at 0.3 mm.
Thanks.
To add to the temperature comments, are you using an enclosure? PLA is known to clog the nozzle when air temperature goes over 30deg Celsius or so. If yes, try keeping the enclosure doors open (at least partly) when printing PLA.
Yes, we have an enclosure, but that wasn’t a problem so far. I’ll add it to the things to try. Thank you. :)
@i_like_water i’ve printed this plane twice using the same filament (3D Lab Print PolyLight 1.0), on my Prusa i3 Mk3S+; once using the pre-sliced gcodes from 3DLP, and once sliced from the 3FM files.
If you’re using the gcode or 3MF files provided by 3DLP then the remaining variable is the filament itself.
3D Lab Prints filaments absorb moisture more than many othe PLA formulations. They recommend (on their Discord) to always dry new spools, and store them in a drybox.
Oh, first hand experience with this model, nice. In that case, I’ll put drying the filament and printing with open enclosure, which someone else suggested, to the top of the list. Thank you.
If it’s always happening at the same layer I’m skeptical thatl it’s a drying issue. You try printing with a normal pla to see if it’s filament related even? If it is, agree with doing a temp tower. I’ve been doing that with most new filaments. Try slowing print speed too
Do you mean the exact same model but another filament like regular PLA? Other models with regular PLA is no problem.
This model. Whenever I have trouble with a print first thing I do is get the best most familiar reliable prusament pla I have and try same print with that.
I agree. Can you put the stl in the slicer and run thru the layers. See what happens around this height? I’ve had trouble with my prusa mk3 always shifting at the same height and it was a firmware issue. Happened out of the blue and a refresh fixed it.
The layer doesn’t look unusual compared to the previous layers, but thanks for the suggestion.
This looks like a clog caused by retraction.
Is it clogged when it finishes? Also, does the cooling change at this layer? Is there anything specific to this layer?
not sure, but looks like vase mode, where there shouldn’t be any retraction.
It’s not vase mode, but the model creator designed it to print layers without retraction. It only does a retraction to start the next layer.
I assume, a clog would be obvious to notice? I don’t think it was clogged. I did multiple attempts back to back and it started the next attempt without problem at layer 1. As someone, who is rather an amateur, I don’t see anything special about this layer.
Have you adjusted the speed settings according to what the manufacturer says? LW-PLA can only be printed at a very low speed or else it clogs. It also needs constant speed. For example for colorfabb LW-PLA, I had to set all speeds to 40mm/s.
I’m using manufacturer (model designer and filament manufacturer) provided files. If I remember correctly, I tried a lower speed, but I will experiment more with the speed since it was suggested so often. I think, it should be a constant speed, since it’s all external perimeter and looks to be set to a constant value.
Could be too much heat so when film retracts some still drip and causes that. What temperature are you printing at?
First layer 240 deg Celsius, other layers 245 degrees.
according to manufacturer Temp should be between 230-250. Maybe try with 230 and see if it helps?
A better option is to print a “temperature tower”
something like that: https://all3dp.com/2/temp-tower-cura-tutorial/
It should show which temperature is ideal
That’s pretty hot for PLA
It’s LW-PLA, that foams, could be necessary for the foaming. We just used the filament by the manufacturer with their model files and presets.
Have you tried drying it? Sometimes filament is not dried out of the box.
Not yet, another commenter also suggested this. I assumed new filament to be dry. We’ll try that, if nobody else has a definitive answer.
Often there aren’t definitive answers, and drying never hurts;)
Something I haven’t seen suggested yet that has caught me up: a bad sdcard can corrupt an STL at a layer height and lead to this type of fault.
Try swapping the card while you’re testing other things to see if that helps at all.



{kind=link}
{kind=link}